انرژی اصطکاک زمانی تولید می شود که ابزار هم زن با قطعه کار تماس پیدا کند. این منجر به تولید گرمایی می شود که برای ایجاد جوش بین دو قطعه کار استفاده می گردد، از این رو این فرآیند به عنوان جوشکاری هم زن اصطکاکی شناخته می شود.
جوشکاری هم زن اصطکاکی یک فرآیند جوشکاری حالت جامد است، این به این معنی است که در طول فرآیند هیچ ذوبی در قطعه کار صورت نمی گیرد.
جوشکاری هم زن اصطکاکی (FSW) یک فرآیند سازگار با محیط زیست برای جوش دادن فلزات به یکدیگر با استفاده از یک ابزار غیر مصرفی است. در فرآیند این جوشکاری از فلزات پرکننده استفاده نمی شود. مواد آلومینیومی مورد استفاده در صنایعی مانند خودروسازی و هوانوردی با استفاده از جوشکاری هم زن اصطکاکی جوش داده می شوند.
تاریخ جوشکاری هم زن اصطکاکی
انستیتو جوشکاری (TWI) اولین سازمانی بود که در سال 1991 جوشکاری هم زن را به نام خود ثبت کرد. ایالات متحده، ژاپن، استرالیا و اروپا کشورهایی بودند که جوشکاری هم زن اصطکاکی را در TWI به ثبت رساندند. در سال 1992 TWI پروژه ای را با نام “توسعه تکنیک جدید جوشکاری هم زن اصطکاکی برای جوشکاری آلومینیوم” راه اندازی کرد. این پروژه به سه مرحله تقسیم شد که هر کدام اهداف متفاوتی داشتند.
فاز 1: این مرحله بر اثبات واقع بینانه تکنیک مطابق جوشکاری آلیاژهای آلومینیوم سری 6000 متمرکز بود.
فاز2: تمرکز بر استفاده عملی از جوشکاری هم زن اصطکاکی در کشتی ها، هواپیماها و خودروها
فاز3: مرحله آخر بر توسعه داده ها برای صنعتی شدن بیشتر فرآیند تمرکز داشت.
امروزه جوشکاری هم زن اصطکاکی برای استفاده در اهداف صنعتی در سراسر جهان توجه بسیاری را جلب نموده است.
المان ها و ساختار جوشکاری همزن اصطکاکی
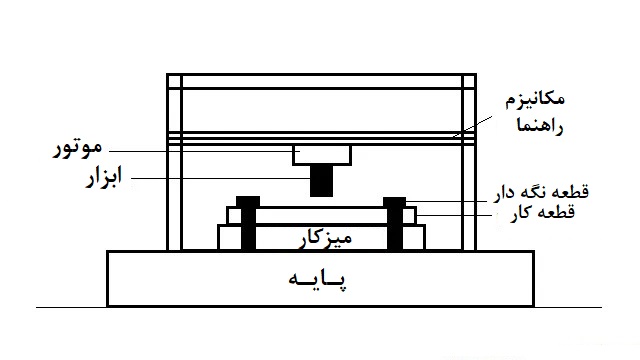
ساختار جوشکاری هم زن اصطکاکی بسیار ساده و موثر است. موتور و مکانیزم های راهنما به منبع تغذیه متصل هستند. قطعه کار روی میز کار نگهداری می شود و میز کار به پایه متصل می شود. قطعات کار با استفاده از قطعه نگه دار بسته می شوند تا درجه آزادی آنها محدود شود. موقعیت ابزار با استفاده از مکانیزم راهنما تنظیم می شود.
المان های مهم مورد استفاده در جوشکاری همزن اصطکاکی پایه عبارتند از:
- ابزار
- قطعه نگه دارها
- موتورها
- مکانیزم های راهنما
- میز و پایه
1. ابزار
ابزار مهم ترین المان در جوشکاری هم زن اصطکاکی است. برای جوشکاری قطعات کار در این نوع جوش از ابزار غیر مصرفی استفاده می شود. این ابزار از فولاد با کربن بالا ساخته شده است.
مزایای فولاد با کربن بالا:
- از ابزار در برابر سایش محافظت می کند و عمر دستگاه آن را افزایش می دهد.
- ماشین کاری بهتری را فراهم می کند.
- در دمای بالا خواص خود را از دست نمی دهد.
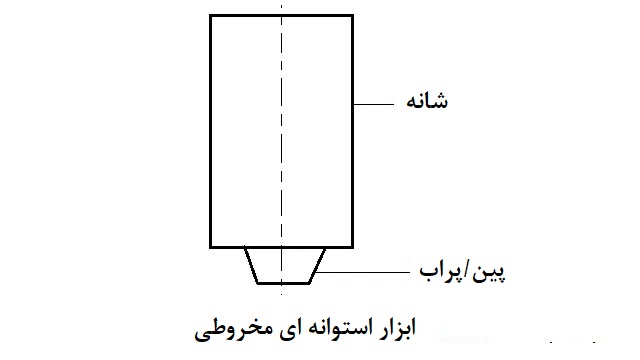
پین های مورد استفاده در جوشکاری هم زن اصطکاکی می توانند انواع مختلفی داشته باشند. برخی از پینهایی که معمولاً استفاده میشوند عبارتند از. استوانه ای ساده، استوانه ای مخروطی، استوانه ای رزوه ای، استوانه ای مربعی و غیره.
2. قطعه نگه دار
قطعه نگه دار مورد استفاده در جوشکاری هم زن اصطکاکی باید دقت بالایی داشته باشند. اگر در قطعه نگه دار خطایی وجود داشته باشد، نیروی ایجاد شده در حین چرخش ابزار ممکن است قطعه کار را جا به جا کند که این منجر به تشکیل جوش نامناسب می شود.
3. موتور
موتور برای تبدیل انرژی الکتریکی به حرکت چرخشی ابزارهای غیر مصرفی استفاده می شود.
4. میز و پایه
میز و پایه بستری را برای انجام عملیات جوش فراهم می کنند.
5. مکانیزم راهنما
مکانیزم راهنما برای هدایت ابزار دوار روی قطعه کار استفاده می شود.
پارامترهای مهم
قبل از شروع به کار جوشکاری باید چند پارامتر مهم را در نظر گرفت.
جنس ابزار
جنس ابزار یک پارامتر مهم هنگام کار بر روی ماشین جوش هم زن اصطکاکی است. ابزار باید به اندازه کافی قوی باشد تا در برابر دما و فشار بالا مقاومت کند. آسیب به ابزار باید صفر یا حداقل باشد. در دماهای بالا باید خواص خود را حفظ کند. به طور کلی، ابزارهایی که از فولاد با کربن بالا ساخته شده اند برای شرایط فوق بسیار مناسب هستند.
سرعت ابزار
دو نوع سرعت ابزار در جوشکاری هم زن اصطکاکی دخیل است: یکی سرعت چرخشی ابزار که بر حسب RPM بیان می شود و دیگری سرعت خطی ابزار است که به طور کلی بر حسب میلی متر بر دقیقه (mm/min) بیان می شود. RPM ابزار باید از 200 تا 2000 متغیر باشد. حد پایین و بالا برای سرعت خطی به ترتیب 10mm/min و 500mm/min هستند.
شیب ابزار
برای تولید یک جوش با کیفیت خوب، ابزار باید 2 تا 5 درجه زاویه داشته باشد. این امر از تحت تاثیر قرار گرفتن مفصل ها از نیرویی که در جهت پایین وارد می شود جلوگیری می کند.
اصل کار جوشکاری هم زن اصطکاکی
جوش ایجاد شده در جوشکاری هم زن اصطکاکی به دلیل پیوند بین مولکولی فلزات در زمان انتشار حرارت است. این اصل کار این نوع جوشکاری است.
ابزار غیر مصرفی به دلیل تولید گرما در محل تماس ابزار و قطعه کار باعث ایجاد تنش برشی و اصطکاک بر روی سطح قطعه کار می شود.
گرمای تولید شده برای ایجاد پیوند بین مولکولی بین دو قطعه کار بدون ذوب فلز مربوطه کافی است.
در زیر روش گام به گام جوشکاری هم زن اصطکاکی آورده شده است:
- قطعه کار برای جوشکاری با استفاده از قطعه نگه دارها بسته می شود تا درجات آزادی آن محدود شود. اپراتور باید به صورت دستی بررسی کند که آیا قطعه کار محکم بسته شده است یا خیر.
- قطعه کار باید در موقعیت مماس قرار گیرد (باید فاصله کمی بین آنها وجود داشته باشد).
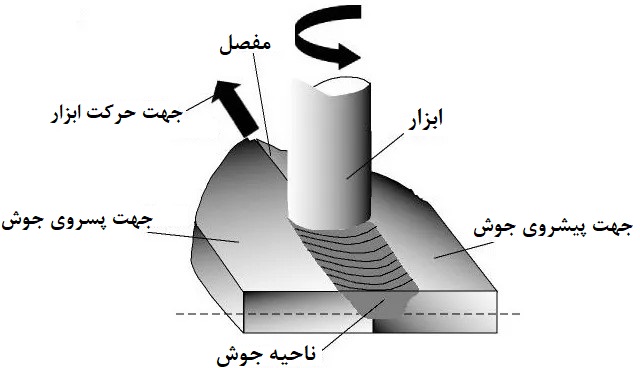
- ابزار باید در موقعیت صحیح قرار گیرد، یعنی پین باید در شکاف بین قطعات کار قرار گیرد. و شانه باید مفصل را لمس کند.
- پس از اینکه ابزار در موقعیت صحیح قرار گرفت، چرخش آن شروع می شود.
- بر اثر اصطکاک گرما تولید می شود. به دلیل گرما و نیروی وارد شده در جهت رو به پایین بین دو قطعه کار جوش ایجاد می شود.
- جوش با حرکت خطی ابزار به سمت قطعه کار به جلو حرکت داده می شود.
- هنگامی که ناحیه مورد نیاز جوش داده می شود، ابزار به سمت بالا حرکت می کند و جوشکاری متوقف می شود.
- سپس قطعه کار با شل کردن قطعه نگه دار جدا می شود.
آلومینیوم و آلیاژهای آن، مس و آلیاژهای آن، تیتانیوم، نیکل و پلاستیک را می توان با استفاده از جوشکاری هم زن اصطکاکی جوش داد.
مزایای جوشکاری هم زن اصطکاکی
1. دقت بالا: دقت در هنگام کار بر روی محصولات مختلف صنعتی مهم است. پایداری ابعادی در جوشکاری هم زن اصطکاکی زیاد است و تشکیل جوش بسیار دقیق است.
2. بدون ترک: به دلیل روش های سنتی جوشکاری، ترک بر روی قطعه کار ایجاد می شود. اما در جوشکاری هم زن اصطکاکی، ترک ایجاد نمی شود زیرا ذوب قطعه کار صورت نمی گیرد و در اثر ذوب پلاستیک قطعه کار جوش ایجاد می شود.
3. عدم اتلاف فلز: اتلاف فلز در فرآیندهای مختلف جوشکاری وجود دارد. اما در جوشکاری هم زن اصطکاکی تولید قوس وجود ندارد از این رو اتلاف فلز ناچیز است. بنابراین هیچ فلز پایه ای در طول جوشکاری هم زن اصطکاکی از بین نمی رود.
4. فرآیند پاک: هیچ مواد زائدی در جوشکاری هم زن اصطکاکی تشکیل نمی شود. این فرآیند پاک است و از این رو گفته می شود که فرآیندی سازگار با محیط زیست برای جوشکاری فلزات است.
5. ابزار غیرمصرفی: استفاده از یک ابزار غیر قابل مصرف همچنین یک مزیت زیست محیطی برای فرآیند جوشکاری هم زن اصطکاکی محسوب می شود. زیرا در حین عملیات جوشکاری بخار مضر تولید نمی شود.
6. پرداخت سطح: با این جوشکاری سطح با کیفیت عالی به دست می آید. در واقع سطح جوش داده شده صاف می شود و نیاز به سنگ زنی ندارد.
7. اتوماسیون: فرآیند جوشکاری هم زن اصطکاکی نسبت به روش های جوشکاری سنتی برتری دارد زیرا می تواند کاملا خودکار باشد. اپراتور فقط باید قطعه کار را ببندد، بیشتر فرآیند می تواند خودکار صورت گیرد.
8. فرآیند ایمن: پس از بستن قطعه کار، نیازی به لمس قطعه کار با دست نیست. این امر ایمنی اپراتور در حال انجام عملیات جوشکاری را تضمین می کند.
معایب جوشکاری هم زن اصطکاکی
1. بستن: بستن قطعه کار در صورت جوشکاری هم زن اصطکاکی یک عملیات حیاتی است. زیرا نیروهای وارد شده در حین جوشکاری ممکن است قطعه کار را از موقعیت مورد نظر خود جا به جا کند. برای این کار از وسایل سنگین برای نگه داشتن قطعه کار استفاده می شود و قبل از شروع فرآیند باید گیره مجددا بررسی شود.
2. فرآیند آهسته: یکی از اشکالات جوشکاری هم زن اصطکاکی این است که فرآیند گاهی کندتر از سایر فرآیندهای جوشکاری است. این امر منجر به کاهش سرعت تولید کارخانه می شود.
3. هزینه بالای ابزار: ابزار غیر مصرفی مورد استفاده در FSW از فولاد با کربن بالا ساخته شده است و از این رو گران است. این ابزار به طور ویژه برای یک هدف خاص طراحی شده است که آن را گران تر می کند.
4. باقی گذاشتن سوراخ: هنگامی که فرآیند جوشکاری متوقف می شود، ابزار یک سوراخ پر نشده باقی می گذارد. این مورد در برخی از محصولات مطلوب نیست، از این رو به عنوان یک عیب محسوب می شود.
5. نیروی رو به پایین زیاد: در اولین مرحله برای وارد کردن پین در قطعه کار مماس، به یک نیروی رو به پایین زیاد نیاز است.
کاربرد و موارد استفاده از جوشکاری هم زن اصطکاکی
کاربردهای آن به صورت زیر است:
- بسیاری از شرکت های کشتی سازی از فرآیند جوشکاری هم زن اصطکاکی برای اتصال قطعات بزرگتر کشتی ها استفاده می کنند.
- FSW در صنایع هوانوردی برای جوش دادن قطعات خیلی بزرگ مانند بال های هواپیما استفاده می شود.
- جوشکاری هم زن اصطکاکی همچنین در صنعت راه آهن برای جوشکاری پانل های آلومینیومی بزرگ استفاده می شود.
- در صنایع خودروسازی برای جوشکاری شاسی ساخته شده از آلومینیوم، جوش هم زن اصطکاکی به دلیل تحمل بالا نسبت سایر فرآیندهای جوشکاری مورد استفاده قرار می گیرد.
- ساخت فلزات و آلیاژهای آن ها نیز می تواند با استفاده از جوشکاری همزن اصطکاکی انجام شود.













