جوشکاری با گاز و انواع آن
جوشکاری با گاز با ذوب شدن لبه ها یا سطوحی که باید توسط شعله گاز به هم متصل شوند انجام میشود، بنابراین پس از سرد شدن، یک اتصال پیوسته جامد تشکیل میشود.
این فرآیند به ویژه برای اتصال ورق ها و صفحات فلزی با ضخامت 20 تا 50 میلی متر مناسب است. مواد پرکننده با ضخامت بیش از 15 میلی متر به عنوان میله جوش به آن اضافه می شود.

از چندین ترکیب گاز می توان برای تولید شعله داغ برای جوشکاری فلزات استفاده کرد. مخلوط های متداول گازها عبارتند از: اکسیژن و استیلن، اکسیژن و هیدروژن، اکسیژن و سایر سوخت های گازی و هوا و استیلن.
مخلوط اکسیژن و استیلن بسیار بیشتر از بقیه موارد استفاده می شود و در صنعت جوشکاری جایگاه برجسته ای دارد. دمای شعله اکسی استیلن در گرمترین نقطه آن حدود 3200 درجه سانتیگراد است، در حالی که دمای حاصله از شعله اکسی هیدروژن حدود 1900 درجه سانتیگراد است.
انواع شعله جوشکاری با گاز
تنظیم دقیق شعله ضروری است. هنگامی که اکسیژن و استیلن در حجم تقریبا مساوی به مشعل داده می شود، شعله ای خنثی با حداکثر دمای 3200 درجه سانتیگراد تولید می شود.
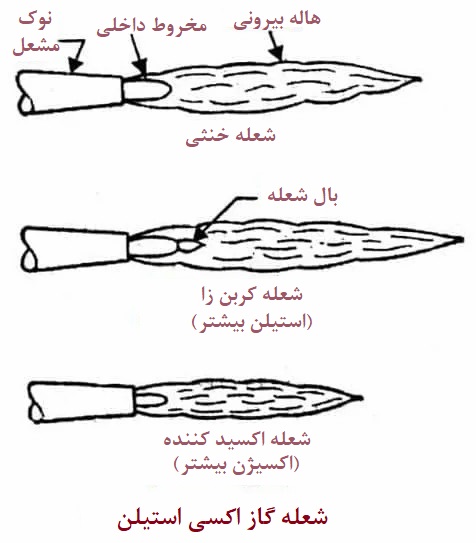
این شعله خنثی مطلوبِ اکثر عملیات های جوشکاری است، اما در موارد خاص شعله کمی اکسید کننده، که در آن اکسیژن بیشتری وجود دارد یا شعله کمی کربن زا، که در آن استیلن بیشتری وجود دارد، مورد نیاز است. وضعیت شعله به راحتی از ظاهر آن مشخص می شود.
شعله خنثی دو ناحیه مشخص دارد:
- یک مخروط درخشان تیز که به فاصله کوتاهی از نوک مشعل امتداد دارد
- مخروط یا هاله بیرونی درخشان و به رنگ آبی است. اولی گرما ایجاد می کند و دومی فلز مذاب را از اکسیداسیون محافظت می کند زیرا اکسیژن موجود در جو اطراف توسط گازهای حاصل از شعله مصرف می شود. شعله خنثی به طور گسترده برای جوشکاری فولاد، چدن، فولاد ضد زنگ، آلومینیوم، مس و غیره استفاده می شود.
شعله کربن زا سه ناحیه دارد:
شعله کربن زا شعله ای است که در آن استیلن زیاد باشد. این شعله دارای سه ناحیه است:
- مخروط داخلی
- یک مخروط میانی به رنگ سفید
- مخروط بیرونی مایل به آبی. طول مخروط میانی نشان دهنده نسبت استیلن اضافی در شعله است.
در جوشکاری فولاد، این امر باعث می شود که فولاد در جوش محتوای کربن بالاتری نسبت به فلز اصلی داشته باشد و در نتیجه یک جوش سخت و شکننده ایجاد می شود.
شعله اکسید کننده دو ناحیه دارد
شعله اکسید کننده شعله ای است که در آن اکسیژن بیشتری وجود دارد. این شعله دارای دو ناحیه است:
- مخروط داخلی کوچکی که رنگ ارغوانی دارد
- مخروط یا هاله بیرونی. این شعله برای جوشکاری برنج ضروری است. در فولاد، این شعله منجر به افزایش شکنندگی و استحکام و کشیدگی کمتر می شود.
انواع جوشکاری با گاز
5 نوع مختلف جوشکاری با گاز:
- جوشکاری با گاز اکسی استیلن
- جوشکاری با اکسی گاز
- جوشکاری با گاز MAPP (متیل استیلن-پروپادین پروپان)
- جوشکاری با گاز بوتان یا پروپان
- جوشکاری با گاز هیدروژن
1) جوشکاری با گاز اکسی استیلن
در این نوع جوشکاری، اکسی استیلن از مخلوط گاز استیلن و گاز اکسیژن برای تامین مشعل های جوشکاری استفاده می شود. جوش اکسی استیلن رایج ترین نوع جوشکاری گاز است. این مخلوط گاز بالاترین دمای شعله را فراهم می کند.
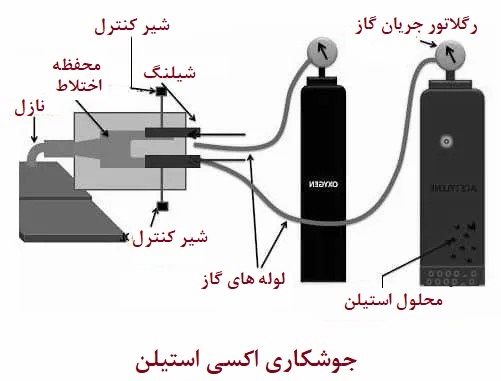
استیلن به طور کلی گرانترین سوخت گازی و فرار است و به روش های ذخیره و نگه داری خاصی نیاز دارد.
2) جوشکاری با اکسی سوخت
بنزین تحت فشار به عنوان سوخت جوشکاری هایی که در آن هزینه های ساخت و ساز مساله مهمی است استفاده می شود، به خصوص در مکان هایی که محفظه های استیلن در دسترس نیستند. برای صفحات فولادی ضخیم برش با این نوع مشعل ممکن است مفیدتر از استیلن باشد.
بنزین را می توان به صورت دستی از یک سیلندر فشار پمپاژ کرد، که یک روش متداول توسط سازندگان جواهرات مناطق فقیر است.
3) جوشکاری با گاز MAPP
MAPP مخفف متیل استیلن – پروپادین پروپان و یک مخلوط گازی است که نسبت به سایر مخلوطهای گازی خنثیتر است و استفاده و ذخیره آن را برای جوشکاران مبتدی ایمن میسازد.
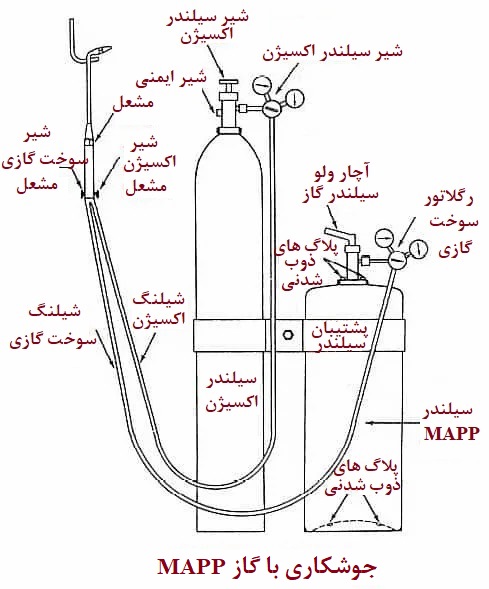
MAPP همچنین می تواند در فشارهای بسیار بالا مورد استفاده قرار گیرد و از آن در عملیات برش با حجم بالا استفاده می شود.
4) جوشکاری با گاز بوتان یا پروپان
گازهای مشابهی هستند که می توانند به عنوان سوخت های جداگانه یا ترکیبی استفاده شوند. بوتان و پروپان در مقایسه با استیلن دمای شعله و هزینه کمتری دارند و حمل و نقل آنها راحت تر است.
مشعل های پروپان بیشتر برای لحیم کاری، خم کاری و ایجاد گرما استفاده می شوند. پروپان به نوک مشعلی غیر از نوک انژکتور نیاز دارد زیرا گاز سنگینی است.
5) جوشکاری با گاز هیدروژن
هیدروژن را می توان در فشارهای بالاتری نسبت به سایر سوخت های گازی مورد استفاده قرار داد و به ویژه برای فرآیندهای جوشکاری زیر آب مفید است.
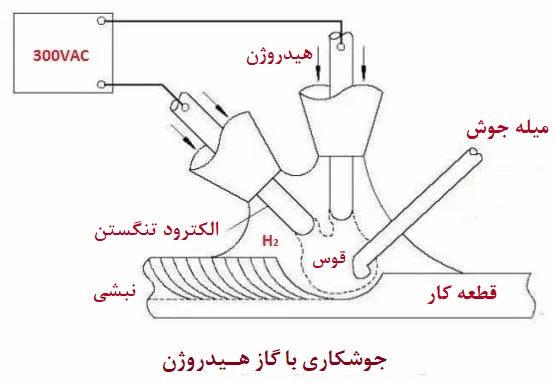
برخی از تجهیزات جوش هیدروژنی با تفکیک آب به هیدروژن و اکسیژن مورد استفاده در فرآیند جوشکاری، الکترولیز انجام می دهند. این الکترولیز اغلب برای مشعل های کوچک استفاده می شود، این مشعل ها در ساخت جواهرات استفاده می شوند.
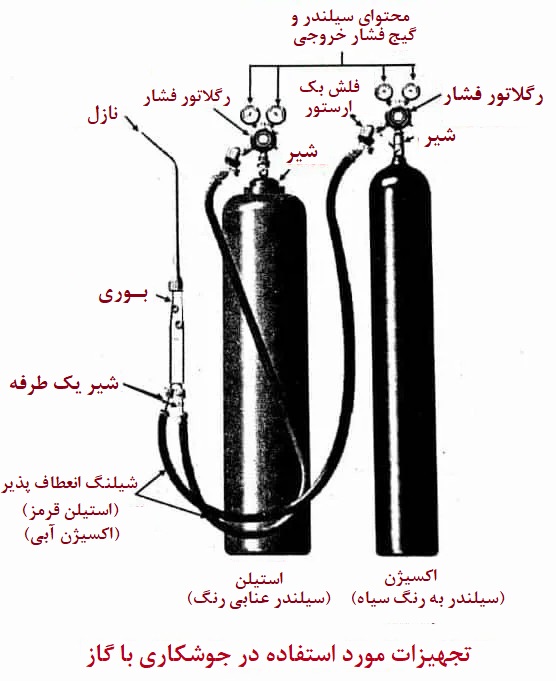
اجزای جوشکاری با گاز
- سیلندرها
- شیرهای سیلندر
- رگلاتور فشار
- فلش بک ارستور (شیر یکطرفه مانع برگشت گاز)
- شیلنگ انعطاف پذیر
- شیرهای یک طرفه
- بوری
همه فرآیندهای اکسی سوخت به یک شکل عمل می کنند. سوخت گازی مانند پروپان یا استیلن با اکسیژن در مشعل یا بوری مخلوط می شود تا شعله ای تولید کند که برای این منظور به اندازه کافی داغ است.
اجزای اصلی تجهیزات اکسی سوخت عبارتند از:
- سیلندرهای اکسیژن و سوخت گازی (پروپان یا استیلن)
- وسیله ای برای قطع یا عایق کردن منبع گاز، معمولا شیرهای سیلندر
- یک رگلاتور فشار نصب شده بر روی شیر خروجی سیلندر گاز که برای کاهش و کنترل فشار گاز استفاده می شود
- یک فلاش بک ارستور برای محافظت از سیلندرها در برابر فلاش بک و بک فایر (پس زدن شعله)
- شیلنگ های انعطاف پذیر برای انتقال گازها از سیلندرها به بوری (مشعل)
- شیرهای یک طرفه برای جلوگیری از جریان معکوس اکسیژن به خط سوخت و جریان سوخت به خط اکسیژن
- بوری یا مشعل دیگری که در آن گاز سوخت با اکسیژن مخلوط شده و مشتعل می شود
تجهیزات مورد استفاده در جوشکاری با گاز
- سیلندرها
- مشعل جوشکاری
- ماسک یا کلاه جوشکاری
- دستکش محافظ
- عینک جوشکاری
1) سیلندرها

در جوشکاری با گاز از سیلندرها برای ذخیره اکسیژن و استیلن استفاده می شود. معمول از فولاد ساخته می شوند. سیلندر باید همیشه ایمن بوده و در حالت عمودی استفاده شود. زمانی که از سیلندر استفاده نمی شود، درپوش آن باید همیشه سر جای خود باشد.
2) مشعل جوشکاری

مشعل جوش دارای محفظه مخلوط کننده و شیرهای کنترل است. در انتهای دیگر مشعل نازلی قرار دارد که در آن مخلوط سوخت و اکسیژن با هم مشتعل می شود.
3) ماسک یا کلاه جوشکاری

ماسک یا کلاه جوشکاری معمولا از مواد سبک وزن ساخته می شود. ماسک و کلاه از صورت و چشم های جوشکار در برابر آسیب های خطرناک محافظت می کند.
4) دستکش محافظ

برای محافظت از دست در برابر تشعشعات خطرناک و شعله آتش، هنگام جوشکاری با گاز استفاده از دستکش محافظ بسیار ضروری است.
5) عینک جوشکاری

استفاده از عینک جوشکاری در حین انجام جوشکاری با گاز ضروری است. عینک جوشکاری از چشم ها در برابر تشعشعات و جرقه های تولید شده در جوشکاری محافظت می کند.
اقدامات احتیاطی در جوشکاری با گاز
- در مکانی امن و دور از افراد دیگر کار کنید
- لباس محافظ، دستکش و محافظ چشم بپوشید
- وقتی از بوری استفاده نمی کنید آن را ببندید. مشعل روشن را روی نیمکت یا زمین رها نکنید زیرا نیروی شعله ممکن است باعث حرکت آن شود
- قطعه کار با گیره محکم ببندید، آن را با دست نگه ندارید
- شیلنگ ها را از محل کار دور کنید تا از تماس آن با شعله، گرما، جرقه جلوگیری کنید یا آن ها را از لبه های تیز و سطوح ساینده دور نگه دارید
- اجازه ندهید فلز داغ یا جرقه روی شیلنگ ها بریزد
- سیلندرها را با دقت حمل کنید. آن ها را در وضعیت عمودی نگه دارید و محکم کنید تا از افتادن آن ها جلوگیری کنید. به عنوان مثال، آنها را در یک چرخ دستی یا به دیوار زنجیر کنید
- همیشه پس از پایان کار، منبع گاز سیلندر را قطع کنید
- تمام تجهیزات را در شرایط خوب نگه داری کنید
- به طور منظم تمام اتصالات و تجهیزات را از نظر عیوب و نشتی بررسی کنید. همیشه در حین عملیات جوشکاری و برش تهویه کافی فراهم کنید
- سیلندرهای گاز را تا حد امکان در بیرون یا در مکانی با تهویه مناسب نگه داری کنید
- از بردن سیلندرهای گاز به اتاق هایی با تهویه ضعیف یا فضاهای محدود خودداری کنید
کاربردهای جوشکاری با گاز
- برای اتصال بیشتر فلزات آهنی و غیرآهنی، فولادهای کربنی، فولادهای آلیاژی، چدن، آلومینیوم و آلیاژهای آن، نیکل، منیزیم، مس و آلیاژهای آن و غیره
- برای اتصال فلزات نازک
- برای اتصال فلزات در صنایع هواپیماسازی و خودروسازی
- برای اتصال فلزات در کارخانه های تولید ورق فلز
- برای اتصال قطعاتی که به سرعت گرمایش و سرمایش نسبتا آهسته نیاز دارند
مزایای جوشکاری با گاز
- کنترل بهتری روی دما دارد
- این جوشکاری برای فلزات مناسب است
- کنترل بهتری بر میزان رسوب پرکننده دارد
- نگهداری و هزینه کمی دارد
معایب جوشکاری با گاز
- برای شرایط سنگین مناسب نیست
- در این جوشکاری شعله گاز دارای دمای کار پایین است
- نرخ گرمایش پایینی دارد
- برای فلزات واکنش پذیر و دیرگداز مناسب نیست
- محافظ شار در جوشکاری با گاز چندان موثر نیست
- مشکلات زیاد در ذخیره سازی و جابجایی گازها













