جوشکاری با پرتو لیزر چیست؟
جوشکاری با پرتو لیزر (LBW) یک فرآیند جوشکاری است که در آن گرما توسط پرتو لیزر پرانرژی که روی قطعه کار هدف قرار میگیرد، تولید میشود. پرتو لیزر لبه های قطعه کار را گرم و ذوب می کند و یک اتصال را شکل می دهد.
انرژی یک پرتو لیزر باریک در 108W/cm2تا 1010W/cm2 بسیار متمرکز است، بنابراین خیلی سریع (حدود 10-6 ثانیه) یک حوضچه جوش ضعیف تشکیل می شود.
انجماد حوضچه جوش که توسط فلز سرد احاطه شده به همان سرعت ذوب اتفاق می افتد. از آنجایی که زمان تماس فلز مذاب با جو کم است، آلودگی وجود ندارد و بنابراین نیازی به گاز خنثی نیست.
در جوشکاری با پرتو لیزر، اتصال یا به صورت دنباله ای از جوش های نقطه ای روی هم افتاده یا به صورت جوش پیوسته ایجاد می شود. این جوشکاری در صنایع الکترونیک، ارتباطات و هوافضا، برای ساخت تجهیزات پزشکی و علمی و اتصال قطعات کوچک استفاده می شود.
اصل کار جوشکاری با پرتو لیزر
 جوشکاری پرتو لیزر بر این اصل کار می کند که الکترون های یک اتم با دریافت مقداری انرژی برانگیخته می شوند و سپس پس از مدتی که به حالت اولیه خود باز می گردد، فوتون نوری ساطع می کند.
جوشکاری پرتو لیزر بر این اصل کار می کند که الکترون های یک اتم با دریافت مقداری انرژی برانگیخته می شوند و سپس پس از مدتی که به حالت اولیه خود باز می گردد، فوتون نوری ساطع می کند.
تمرکز این فوتون ساطع شده توسط تابش برانگیخته تشعشع افزایش می یابد و ما پرتو لیزر متمرکز با انرژی بالا را دریافت می کنیم. تقویت نور با گسیل تحریکی، لیزر نامیده می شود.
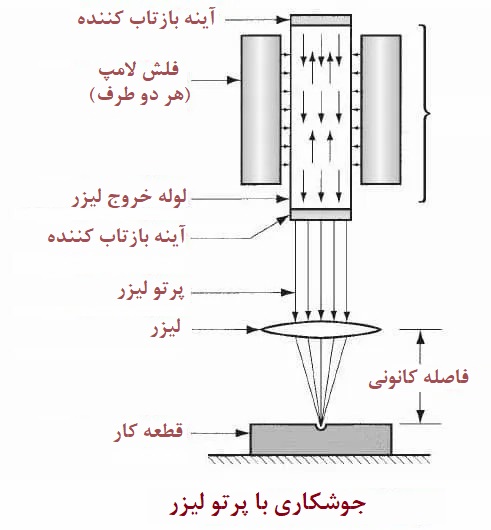
طرز کار با جوشکاری پرتو لیزر
در ابتدا، دستگاه جوش در محل مورد نظر (بین دو قطعه فلزی که قرار است متصل شوند) راه اندازی می شود. بعد از راه اندازی، یک منبع تغذیه با ولتاژ بالا برای انجام عملیات به دستگاه لیزر اعمال می شود.
از لنز برای تمرکز لیزر در ناحیه ای که جوشکاری لازم است استفاده می شود. از CAM (مخفف Computer Aided Manufacturing به معنی ساخت به کمک رایانه) برای کنترل سرعت لیزر و میز قطعه کار در طول فرآیند جوشکاری استفاده می شود.
همچنین CAM فلش لامپ دستگاه را روشن می کند و فوتون های نوری ساطع می کند. انرژی فوتون های نور توسط اتم های کریستال یاقوت جذب می شود و الکترون ها به سطوح انرژی بالاتر خود برانگیخته می شوند. هنگامی که به حالت انرژی کم یا حالت پایه خود باز می گردند، یک فوتون نور ساطع می کنند.
این فوتون نوری دوباره الکترون های اتم را تحریک می کند و دو فوتون تولید می کند. این روند ادامه می یابد و یک پرتو لیزر متمرکز دریافت می کنیم که در محل مورد نظر برای جوش دادن چند قطعه به یکدیگر استفاده می شود.
تجهیزات جوشکاری با پرتو لیزر
تجهیزات اصلی جوشکاری با پرتو لیزر عبارتند از:
- دستگاه لیزر
- CAM (ساخت به کمک کامپیوتر)
- CAD
- گاز محافظ
- منبع قدرت
1) دستگاه لیزر
دستگاه پرتو لیزر دستگاهی است که برای تولید لیزر برای جوشکاری استفاده می شود. قسمت های اصلی دستگاه لیزر در زیر توضیح داده شده است.
2) CAM (ساخت به کمک کامپیوتر)
یک دستگاه لیزر با یک کامپیوتر برای انجام فرآیند جوشکاری ترکیب می شود. تمام اقدامات کنترلی در طول فرآیند جوشکاری توسط CAM انجام می شود. این عمل جوشکاری را تا حد زیادی سرعت می بخشد.
3) CAD (طراحی به کمک کامپیوتر)
CAD مخفف Computer-aided Design است. نرم افزاری است که در آن می توانیم کار جوشکاری را طراحی کنیم. در اینجا از کامپیوتر برای طراحی قطعه کار و نحوه جوشکاری روی آن استفاده می شود.
4) گاز محافظ
گاز محافظ ممکن است در طول فرآیند جوشکاری برای جلوگیری از اکسید شدن فلز جوش استفاده شود.
5) منبع قدرت
برای تولید پرتو لیزر از یک منبع برق ولتاژ بالا برای دستگاه لیزر استفاده می شود.
انواع لیزر مورد استفاده در جوشکاری پرتو با لیزر
انواع لیزرهای مورد استفاده در این نوع جوشکاری:
- لیزر گازی
- لیزر حالت جامد
- لیزر فیبری
1) لیزر گازی
در این نوع لیزرها از مخلوطی از گازها برای تولید لیزر استفاده می کنند. شامل گازهایی مانند نیتروژن، هلیوم و CO2 است که به عنوان محیط لیزر استفاده می شود.
2) لیزر حالت جامد
در این نوع لیزرها از بسیاری از مواد جامد در کریستال های یاقوت مصنوعی (کروم در آلومینیوم اکسید)، نئودیمیم در شیشه (Nd: شیشه) و نئودیمیم در گارنت آلومینیوم ایتریم (Nd-YAG، رایج ترین مورد استفاده) استفاده می شود.
3) لیزر فیبری
محیط لیزر در این نوع لیزر فیبر نوری است.
مزایای جوشکاری با پرتو لیزر
- این فرآیند به راحتی به صورت خودکار صورت می گیرد
- پارامترهای فرآیند قابل کنترل هستند
- ممکن است جوش بسیار باریکی حاصل شود
- کیفیت بالای ساختار جوش
- منطقه متاثر از گرمای بسیار کوچک
- امکان جوش قطعات با جنس های مختلف
- امکان جوش قطعات کار ظریف و بسیار کوچک
- به خلا نیازی نیست
- اعوجاج کم قطعه کار
معایب جوشکاری با پرتو لیزر
- هزینه اولیه بالاست. تجهیزات به کار رفته در آن هزینه بالایی دارند
- هزینه نگهداری آن بالا است
- به دلیل سرد شدن سریع، ممکن است در برخی از فلزات شکستگی ایجاد شود
- برای انجام جوشکاری با پرتو لیزر به نیروی کار با مهارت بالا نیاز است
- ضخامت جوش به 19 میلی متر محدود می شود
- راندمان تبدیل انرژی در آن بسیار پایین است. معمولا زیر 10 درصد است
کاربردهای فرآیند جوشکاری پرتو با لیزر
- در صنعت خودروسازی بسیار مهم است. بنابراین، در مواردی که تولید در حجم بالا مورد نیاز است استفاده می شود
- برای جوشکاری با دقت بالا استفاده می شود. از آنجایی که از هیچ الکترودی استفاده نمی کند، جوش نهایی سبک اما قوی خواهد بود
- جوشکاری لیزر اغلب در ساخت جواهرات نیز استفاده می شود
- از جوشکاری با پرتو لیزر در صنایع پزشکی برای اتصال فلزات در مقیاس کوچک استفاده می شود













